Manufacturers today are being pushed to deliver higher output, better quality, and faster turnaround, all while managing rising costs and complex operations. The problem is, traditional systems and manual processes can’t keep up with this pace.
Delays, equipment failures, and inefficiencies quietly slow down growth. This is where AI in manufacturing is changing the game. From predicting machine failures to optimizing entire production lines, AI brings real-time intelligence into everyday operations.
Moreover, the AI in the manufacturing market is projected to grow to $62.3B by 2032, at a 35% CAGR.
AI solutions for manufacturing move from reactive decisions to proactive strategies. In this blog, we’ll break down the top AI use cases and explore future trends shaping manufacturing in 2026 and beyond.
Key Takeaways
- The problem: Manufacturers struggle with rising costs, unplanned downtime, inefficient processes, and a lack of real-time insights, making it difficult to scale operations, maintain quality, and stay competitive.
- The solution: AI enables predictive maintenance, intelligent automation, real-time decision-making, and optimized supply chains, helping manufacturers reduce costs, improve efficiency, enhance product quality, and shift from reactive to proactive operations.
- How SoluLab helps: SoluLab is an AI-native company that uses AI within its own workflows to deliver solutions faster and at lower cost, helping manufacturers build, integrate, and scale AI systems efficiently across their operations.
Why Manufacturing Businesses Adopt AI?
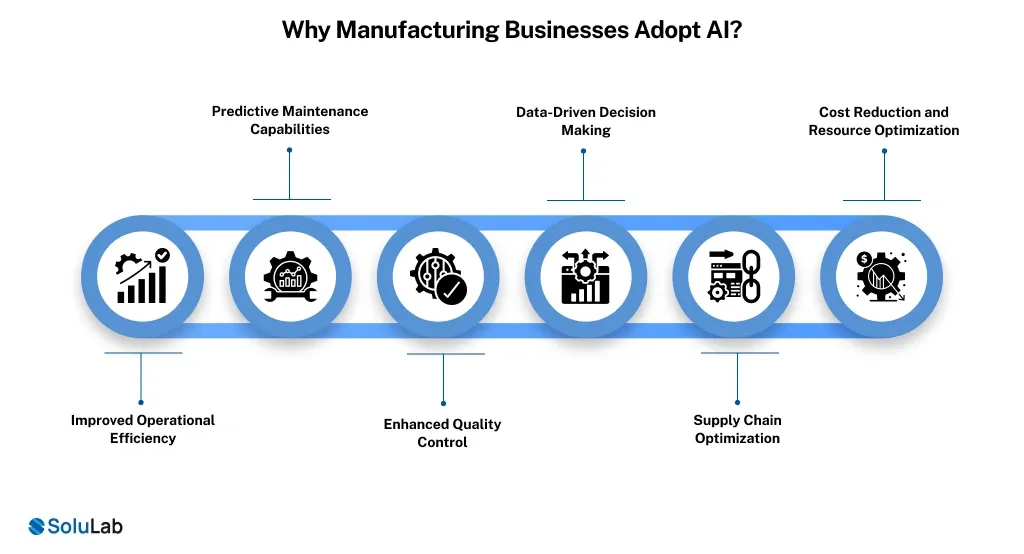
The manufacturing industry is adopting AI to stay competitive, improve efficiency, reduce operational costs, and make smarter, data-driven decisions across production, supply chain, and quality management processes.
- Improved Operational Efficiency: AI streamlines manufacturing workflows by automating repetitive tasks, optimizing machine performance, and reducing manual intervention, helping businesses achieve faster production cycles with higher accuracy and minimal downtime.
- Predictive Maintenance Capabilities: Predictive analytics solutions equip data in real time to predict failures before they occur, allowing manufacturers to schedule maintenance proactively, reduce unexpected downtime, and extend machinery lifespan significantly.
- Enhanced Quality Control: AI-powered computer vision systems detect defects with high precision, ensuring consistent product quality, minimizing human error, and reducing waste by identifying issues early in the production process.
- Data-Driven Decision Making: AI processes large volumes of manufacturing data to uncover patterns and insights, enabling businesses to make informed decisions, optimize operations, and respond quickly to changing market conditions.
- Supply Chain Optimization: Beyond demand forecasting, leading facilities are modernizing material handling with AMRs, AS/RS, computer vision, and AI‑powered WMS. For a practical overview of AI in warehouse management that shows how automation and AI streamline storage, retrieval, and picking to boost throughput and accuracy, explore real‑world approaches and rollout steps.
- Cost Reduction and Resource Optimization: Businesses achieve up to 34% operational efficiency improvement and 27% cost reduction within 18 months. AI helps manufacturers lower operational costs while maximizing resource utilization across the entire value chain.
Top 12 AI Use Cases in Manufacturing
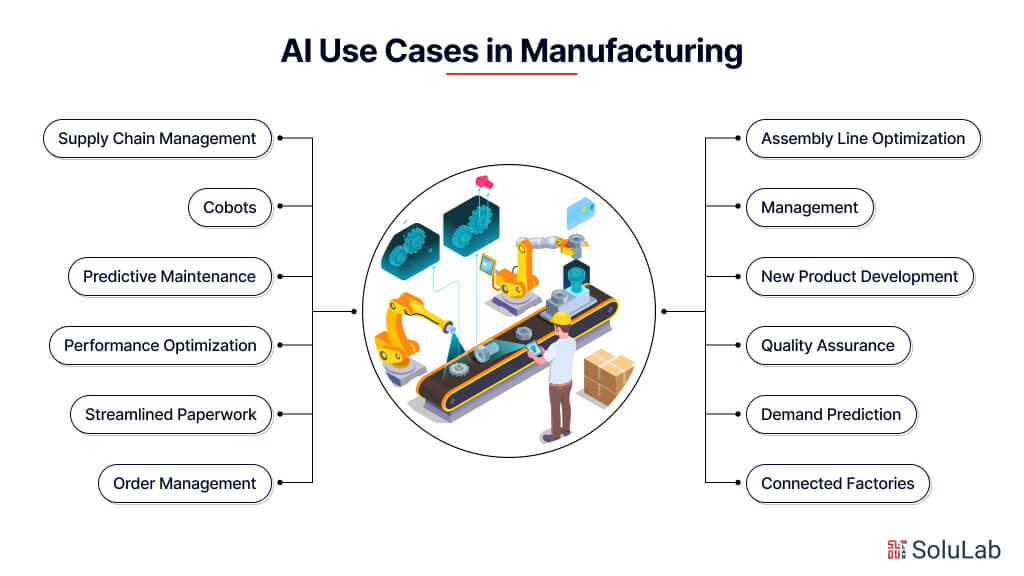
Here are some of the top use cases of AI in manufacturing:
Artificial intelligence is changing manufacturing by improving efficiency, reducing costs, and enabling smarter decision-making across operations. Here are the most impactful AI use cases driving innovation and performance in modern manufacturing.
1. Predictive Maintenance
AI analyzes machine data and sensor inputs to predict equipment failures before they occur. This helps manufacturers reduce unexpected downtime, optimize maintenance schedules, extend equipment lifespan, and significantly lower operational and repair costs.
2. Quality Control & Defect Detection
AI-powered computer vision systems inspect products in real time to detect defects with high precision. This improves product consistency, reduces human error, minimizes waste, and ensures higher quality standards across manufacturing processes.
3. Supply Chain Optimization
AI enhances supply chain efficiency by forecasting demand, optimizing inventory levels, and improving logistics planning. It enables better decision-making, reduces delays, minimizes costs, and ensures smoother operations across global supply networks.
4. Demand Forecasting
By analyzing historical data, market trends, and external factors, AI predicts customer demand accurately. This allows manufacturers to align production with demand, avoid overproduction or shortages, and improve overall inventory management.
5. Smart Robotics & Cobots
AI-powered robots and collaborative robots (cobots) work alongside humans to perform repetitive or complex tasks. They improve productivity, enhance safety, and bring flexibility to manufacturing processes by adapting to changing production requirements.
6. Assembly Line Optimization
AI uses real-time data and machine learning to optimize production lines. It identifies inefficiencies, adjusts workflows dynamically, reduces bottlenecks, and ensures smoother, faster, and more cost-effective manufacturing operations.
7. Warehouse Automation
AI-driven systems improve warehouse operations by optimizing inventory tracking, material handling, and order fulfillment. Technologies like automated guided vehicles and smart storage systems improve accuracy, speed, and operational efficiency.
8. New Product Development
AI accelerates product design and innovation by analyzing large datasets and identifying potential issues early. It helps manufacturers create better designs, reduce development time, improve product performance, and bring products to market faster.
9. Performance Optimization
AI continuously monitors production data to identify patterns and inefficiencies. It enables manufacturers to improve overall equipment effectiveness, reduce downtime, optimize resource utilization, and enhance operational performance across the production cycle.
10. Document & Process Automation
AI-powered automation tools handle repetitive administrative tasks like invoices, purchase orders, and reports. This reduces manual errors, speeds up processes, improves accuracy, and allows teams to focus on more strategic activities.
11. Order Management Optimization
AI improves order processing by analyzing customer behavior, demand trends, and inventory data. It enables faster fulfillment, dynamic pricing, fraud detection, and a more responsive, customer-centric order management system.
12. Connected Factories (Smart Manufacturing)
AI integrates with IoT systems to create connected factories where machines communicate in real time. This enables predictive insights, automated decision-making, improved efficiency, and highly adaptive manufacturing environments.

How to Implement AI in Manufacturing (Step-by-Step)
AI implementation in manufacturing requires a structured, data-driven approach that aligns technology with operational goals, ensuring measurable efficiency, reduced downtime, and scalable production improvements across processes and systems.
1. Define Business Objectives and Use Cases
Start by identifying specific problems you want AI to solve, such as reducing downtime, improving quality, or optimizing supply chains. Clear goals help prioritize use cases and ensure your AI investment aligns with measurable business outcomes.
2. Assess Data Availability and Quality
Evaluate the data generated across machines, sensors, and systems. AI depends on clean, structured, and relevant data. Identify gaps, remove inconsistencies, and ensure proper data pipelines are in place for accurate model training.
3. Choose the Right AI Technologies
Select a suitable custom AI solution such as machine learning, computer vision, or predictive analytics, based on your use case. The right technology stack ensures better performance, scalability, and integration with existing manufacturing systems.
4. Build or Partner for AI Development
Decide whether to develop AI solutions in-house or collaborate with an experienced AI development company. Partnering accelerates deployment, reduces risks, and ensures access to domain expertise and proven implementation frameworks.
5. Develop and Train AI Models
Use historical and real-time data to train AI models tailored to your operations. Continuous testing and validation are critical to ensure accuracy, reliability, and adaptability to changing manufacturing conditions.
6. Integrate AI with Existing Systems
Deploy AI models into your production environment by integrating them with ERP, MES, or IoT systems. Smooth integration ensures real-time insights, automation, and minimal disruption to existing workflows.
7. Monitor, Optimize, and Scale
Track performance using KPIs such as efficiency, downtime reduction, and cost savings. Continuously refine models, expand AI use cases, and scale implementation across multiple production lines for long-term impact.
Read More: AI in Fuel and LPG Crisis Management
Cost of Implementing AI in Manufacturing
The cost of implementing AI in manufacturing varies based on project scope, data complexity, and AI integration needs, ranging from small pilot initiatives to large-scale enterprise automation across multiple production systems and facilities.
| Category | Estimated Cost | Ideal For |
| Small Projects / Pilot Programs | $10,000 – $15,000 | Companies testing AI capabilities or exploring initial use cases like predictive maintenance or quality inspection. |
| Mid-sized / Custom AI Solutions | $15,000 – $20,000 | Growing manufacturers are looking to optimize operations, improve efficiency, and deploy AI across specific departments or processes. |
| Enterprise / Full-Scale Automation | $50,ooo+ | Large enterprises are aiming for smart factories, full automation, and AI-driven decision-making across the entire manufacturing ecosystem. |
Real-World AI Manufacturing Case Studies
AI implementations in manufacturing show how companies are achieving measurable efficiency gains, reducing downtime, and improving quality by integrating machine learning, computer vision, and predictive analytics into core production processes.
1. Siemens – Predictive Maintenance & Smart Factories
Siemens uses AI-powered predictive maintenance systems that analyze IoT sensor data to detect equipment failures before they occur. This approach reduces unexpected downtime by up to 40% and significantly lowers maintenance costs across global manufacturing operations.
2. BMW – AI-Driven Quality Control & Production Optimization
BMW integrates AI across its manufacturing lifecycle, using computer vision and machine learning for defect detection and assembly optimization. This has improved production efficiency, reduced inspection time, and enhanced product quality across its global automotive plants.
3. General Electric (GE) – Predictive Analytics for Equipment Efficiency
GE applies AI and digital twin technology to monitor industrial equipment and predict failures in advance. By analyzing real-time and historical data, GE has improved equipment uptime, optimized maintenance schedules, and achieved significant cost savings.
4. Bosch – AI-Powered Visual Inspection & Quality Enhancement
Bosch uses AI-driven computer vision systems to detect microscopic defects in manufacturing processes. By generating synthetic defect data using generative AI, Bosch has improved inspection accuracy and reduced defect rates across multiple production facilities worldwide.
Future Trends and Outlook of AI in Manufacturing
As manufacturing continues to evolve in the digital age, the integration of AI and manufacturing stands at the forefront of transformative change. With rapid advancements in AI and machine learning technologies, the future of manufacturing holds unprecedented potential for innovation, efficiency, and competitiveness. In this section, we explore the ai in manufacturing advancements and predictions shaping the future of AI in manufacturing. From advancements in AI algorithms to the proliferation of autonomous systems, let’s delve into the exciting possibilities that lie ahead.
Advancements in AI and Machine Learning Technologies
1. Continued Integration of Deep Learning: As deep learning techniques mature, they will play an increasingly significant role in optimizing manufacturing processes. Advanced neural networks and deep reinforcement learning algorithms will enable more sophisticated decision-making capabilities within AI systems.
2. Edge Computing and AI: The rise of edge computing will bring AI capabilities closer to the manufacturing process, allowing for real-time data processing and decision-making at the source. This trend will reduce latency, enhance scalability, and improve overall system reliability.
3. Explainable AI (XAI): With the growing complexity of AI systems in manufacturing, there will be a greater emphasis on developing explainable AI models. Manufacturers will demand transparency and interpretability in AI-driven decision-making processes to build trust and facilitate regulatory compliance.
Predictions for the Future of AI in Manufacturing
1. Human-AI Collaboration: The future of manufacturing will involve closer collaboration between humans and AI systems. While AI will handle repetitive tasks and decision-making processes, human workers will focus on higher-level strategic planning, creativity, and problem-solving.
2. Democratization of AI: As AI technologies become more accessible and user-friendly, smaller manufacturers and startups will increasingly adopt AI solutions to remain competitive. Cloud-based AI platforms and pre-built AI modules will democratize access to advanced AI capabilities, leveling the playing field in the manufacturing industry.
3. Sustainable Manufacturing with AI: AI will play a pivotal role in driving sustainability initiatives within manufacturing. By optimizing energy consumption, reducing waste, and optimizing resource usage, AI-powered systems will help manufacturers minimize their environmental footprint while maximizing operational efficiency.

Conclusion
AI in manufacturing is no longer a future concept. But a strategic implementation of efficiency, quality, and scalability across operations. From predictive maintenance to connected factories, AI is helping manufacturers reduce costs, improve decision-making, and stay competitive.
As technologies like edge AI, digital twins, and automation continue to advance, early adoption will define industry leaders. Businesses that invest in the right AI strategy today will unlock long-term operational and financial benefits.
Locus partnered with SoluLab to improve its AI-powered logistics platform using Generative AI, predictive analytics, and automation. The solution improved route optimization, inventory management, and real-time visibility.
As a result, delivery times were reduced by 20%, operational efficiency increased by 15%, and customer satisfaction improved significantly across supply chain operations.
SoluLab, an AI development company, can help your business design, implement, and scale tailored AI solutions for manufacturing businesses. Book a free consultation call today!
FAQs
Shipra Garg is a tech-focused content strategist and copywriter specializing in Web3, blockchain, and artificial intelligence. She has worked with startups and enterprise teams to craft high-conversion content that bridges deep tech with business impact. Her work translates complex innovations into clear, credible, and engaging narratives that drive growth and build trust in emerging tech markets.