Key Takeaways
- Industrial AI enables data-driven decision-making, shifting manufacturing from reactive operations to predictive and autonomous systems.
- Smart automation powered by AI improves efficiency, reduces downtime, and enhances overall production performance.
- Core applications like predictive maintenance, quality control, and process optimization deliver measurable ROI.
- AI integrates with IoT, sensors, and cloud systems to create connected, intelligent factory ecosystems.
- Manufacturers adopting AI gain cost advantages, better resource utilization, and faster operational insights.
- Despite challenges like legacy integration and data readiness, adoption is accelerating across industries.
- Early adoption positions enterprises for long-term competitiveness in an increasingly automated global market.
Factories aren’t struggling because of a lack of automation anymore; they’re struggling because their systems still react instead of thinking ahead. Machines break without warning, quality issues slip through, and inefficiencies quietly eat into margins.
Most setups still depend on fixed rules and delayed insights, which limit how quickly teams can respond. This is exactly where industrial AI steps in. By using real-time data, predictive models, and adaptive systems, AI development solutions shift operations from reactive to proactive.
Instead of constantly putting out fires, manufacturers can prevent them before they happen. In this blog, you will understand how industrial AI development is helping build smarter, more efficient, and future-ready manufacturing environments.
What is Industrial AI Development?
Industrial AI development refers to the use of advanced artificial intelligence technologies to improve how industrial operations run, especially in manufacturing, production, logistics, and supply chains.
Instead of relying only on fixed rules or manual processes, systems are designed to learn from data, adapt in real time, and make decisions with minimal human intervention. The broader industrial AI market is expected to hit $153.9B by 2030.
Industrial AI systems are built using a combination of technologies:
- Machine Learning (ML): Learns patterns from historical data (e.g., predicting machine failure)
- Computer Vision: Uses cameras to detect defects or monitor production lines
- IoT Sensors: Collect real-time data from machines and equipment
- Edge & Cloud Computing: Process data instantly or at scale
- Predictive Analytics: Forecasts outcomes like demand, maintenance, or downtime

Why Is Industrial AI Important?
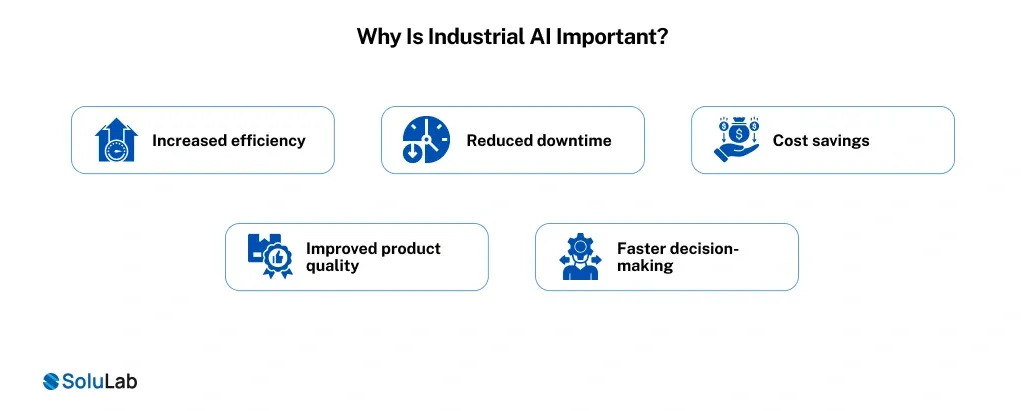
Factories are shifting from manual, reactive operations to intelligent, data-driven systems, where AI helps optimize performance, reduce inefficiencies, and drive faster decisions across production, maintenance, and supply chain processes.
- Increased efficiency: With AI in manufacturing automation, production systems analyze real-time data to optimize workflows and ensure machines operate at peak efficiency with minimal human intervention.
- Reduced downtime: Through AI-Driven Industrial Automation, predictive models detect early signs of equipment failure, allowing proactive maintenance and preventing unexpected breakdowns that disrupt operations.
- Cost savings: AI reduces operational costs by optimizing energy usage, minimizing waste, and streamlining processes, helping manufacturers achieve better output with fewer resources.
- Improved product quality: Using AI in factory automation, computer vision systems identify defects instantly during production, ensuring consistent quality and reducing the risk of faulty products reaching customers.
- Faster decision-making: With AI-Driven Industrial Automation, businesses gain real-time insights that enable quicker, data-backed decisions across production, inventory, and supply chain management.
Core Pillars of Industrial AI
Industrial AI is reshaping how factories operate by combining data, intelligent systems, and human decision-making to create adaptive, efficient, and scalable manufacturing environments ready for modern industrial demands.
- Data Readiness & Infrastructure: Strong data foundations ensure accurate insights, where clean, structured, and real-time data pipelines enable scalable Industrial AI-based solutions that drive predictive and autonomous industrial operations.
- Technological Advancements & Integration: Integration of machine learning, IoT, and edge computing enhances system intelligence, enabling faster decisions and improving efficiency across processes.
- Human-AI Adaptation & Governance: Successful adoption depends on workforce alignment and clear governance, ensuring responsible AI use, transparency, and collaboration between humans and intelligent systems for sustainable and controlled industrial transformation.
Step-by-Step Industrial AI Implementation Framework
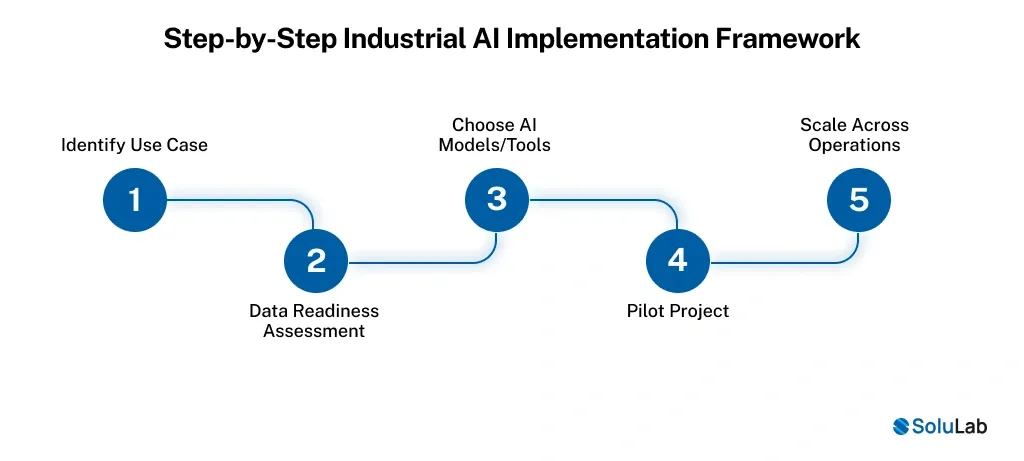
A structured approach to Industrial AI implementation helps manufacturers move from scattered experiments to real, measurable impact across operations, ensuring data, technology, and business goals stay aligned from day one.
Step 1. Identify Use Case
Start by pinpointing a high-impact problem where AI can deliver clear value, such as reducing downtime or improving quality. Focus on measurable outcomes, business relevance, and feasibility rather than experimenting with AI without a defined purpose.
Step 2. Data Readiness Assessment
With expert AI consulting, evaluate whether your existing data is clean, accessible, and sufficient for AI models. This includes checking sensor data quality, historical records, and integration gaps. Poor data readiness often leads to failed AI initiatives despite strong use cases.
Step 3. Choose AI Models/Tools
Select the right algorithms, platforms, and infrastructure based on your use case. For example, predictive maintenance may need machine learning models, while defect detection relies on computer vision, ensuring tools align with operational needs and scalability.
Step 4. Pilot Project
Run a controlled pilot to validate assumptions, test model performance, and measure ROI in a real environment. This step reduces risk, uncovers practical challenges, and builds internal confidence before committing to large-scale deployment.
Step 5. Scale Across Operations
Once the pilot proves successful, expand AI implementation across multiple plants, processes, or systems. Standardize workflows, integrate with existing infrastructure, and continuously optimize models to drive consistent efficiency and long-term value.
Industrial AI vs Traditional Automation
Industrial systems are moving from fixed, rule-based automation to intelligent setups that learn from data, helping manufacturers respond faster, reduce downtime, and improve overall efficiency.
| Aspect | Industrial AI | Traditional Automation |
| Approach | Learns from data and improves over time | Follows fixed, pre-defined rules |
| Decision-Making | Predictive and adaptive | Reactive and rule-based |
| Flexibility | Handles changes dynamically | Needs manual reprogramming |
| Data Usage | Continuously analyzes large data | Uses limited, static inputs |
| Maintenance | Predictive (prevents failures) | Reactive or scheduled |
| Scalability | Easily scalable across systems | Complex and costly to scale |
| Cost (Long-Term) | High ROI over time | Inefficiencies increase costs |
| Human Role | Minimal intervention needed | Requires constant supervision |
Examples of Industrial AI Development
Industrial AI is reshaping how factories operate, moving from manual, reactive systems to intelligent, data-driven environments that continuously learn, adapt, and optimize performance across production, logistics, and supply chains.
1. Automating Warehouse Operations With AI-Enabled Robotic Fleets
AI-powered robots streamline warehouse operations by handling picking, sorting, and inventory movement with minimal human intervention. These systems use real-time data and navigation algorithms to improve accuracy, reduce delays, and increase overall operational efficiency in high-volume environments.
2. Optimizing Manufacturing Processes With Digital Twins
Digital twins create virtual replicas of physical assets, allowing manufacturers to simulate processes, test scenarios, and identify inefficiencies before applying changes. This reduces risk, improves planning accuracy, and enables continuous optimization through data-driven insights and predictive modeling.
3. Optimizing Production Facilities With Factory Digital Twins and Robotics
Combining robotics with factory-level digital twins allows manufacturers to monitor entire production ecosystems in real time. AI analyzes performance data, coordinates robotic workflows, and ensures processes remain aligned with operational goals, enabling faster decision-making and improved resource utilization.
4. Enhancing Quality Control With AI-Based Visual Inspection Systems
AI-driven computer vision systems inspect products on production lines with high precision, detecting defects that are often missed by manual inspection. This approach improves product consistency, reduces waste, and supports AI-Powered Manufacturing environments focused on delivering higher quality at scale.
What are the Main Applications of Industrial AI?
Industrial AI is improving how factories operate by turning data into actionable insights, enabling smarter decisions, reducing inefficiencies, and improving overall productivity across core manufacturing processes in real time.
- Predictive maintenance: Uses sensor data and AI models to predict failures early, minimizing downtime and avoiding costly equipment breakdowns through timely maintenance scheduling and proactive interventions.
- Quality control: Computer vision systems detect defects instantly during production, ensuring consistent product quality while reducing manual inspection errors and improving overall manufacturing accuracy and reliability.
- Energy management: AI analyzes energy consumption patterns to optimize usage, reduce waste, and lower operational costs while supporting sustainability goals across industrial facilities and production environments.
- Process optimization: Continuously analyzes production workflows to identify inefficiencies, improving throughput, reducing cycle times, and enabling smarter resource allocation for enhanced operational performance.
Future Trends in Industrial AI
Factories with AI integration are steadily evolving into intelligent ecosystems where data, machines, and algorithms work together, reshaping how production, maintenance, and decision-making happen across modern industrial environments.
- Autonomous factories: Manufacturing environments are moving toward self-operating systems where machines, workflows, and decisions are automated end-to-end, reducing human intervention while improving efficiency, consistency, and scalability across complex production lines.
- AI + Digital Twins: Virtual replicas of physical assets allow manufacturers to simulate processes, predict outcomes, and test improvements in real time, helping reduce risks, optimize performance, and accelerate innovation without disrupting actual operations.
- Edge AI adoption: Data processing is shifting closer to machines through edge computing, enabling faster insights, reduced latency, and improved responsiveness, especially in time-sensitive environments where instant decision-making is critical for operational efficiency.
- Human-AI collaboration: Instead of replacing workers, AI is opting for human collaboration to augment human capabilities by assisting in decision-making, reducing manual workload, and improving accuracy, creating a balanced ecosystem where humans and AI-based industrial automation systems work together seamlessly.
How SoluLab Delivers AI-Driven Industrial Automation?
SoluLab approaches industrial AI with a practical, outcome-focused model, helping manufacturers move from fragmented automation to fully intelligent, data-driven operations.
- Use-case-first strategy
- Data engineering and system integration
- Custom AI model development
- Pilot-to-scale execution
- Continuous optimization and support
For example, Locus partnered with SoluLab to improve its AI-powered logistics platform using Generative AI, predictive analytics, and automation. The solution improved route optimization, inventory management, and real-time visibility.
As a result, delivery times were reduced by 20%, operational efficiency increased by 15%, and customer satisfaction improved significantly across supply chain operations.

Conclusion
Industrial AI is changing how manufacturing operates today. From predictive insights to autonomous decision-making, it enables businesses to move faster, reduce inefficiencies, and stay competitive in an increasingly complex market.
Companies that invest in AI-driven automation are seeing measurable improvements in productivity, cost control, and product quality. As adoption grows, the gap between traditional and AI-powered manufacturers will only widen.
Partnering with the right experts becomes critical here. SoluLab, an AI development company, can help your business build, deploy, and scale intelligent industrial solutions effectively.
FAQs
Neha is a curious content writer with a knack for breaking down complex technologies into meaningful, reader-friendly insights. With experience in blockchain, digital assets, and enterprise tech, she focuses on creating content that informs, connects, and supports strategic decision-making.